- 上海羿燊实业有限公司
- 13761729117
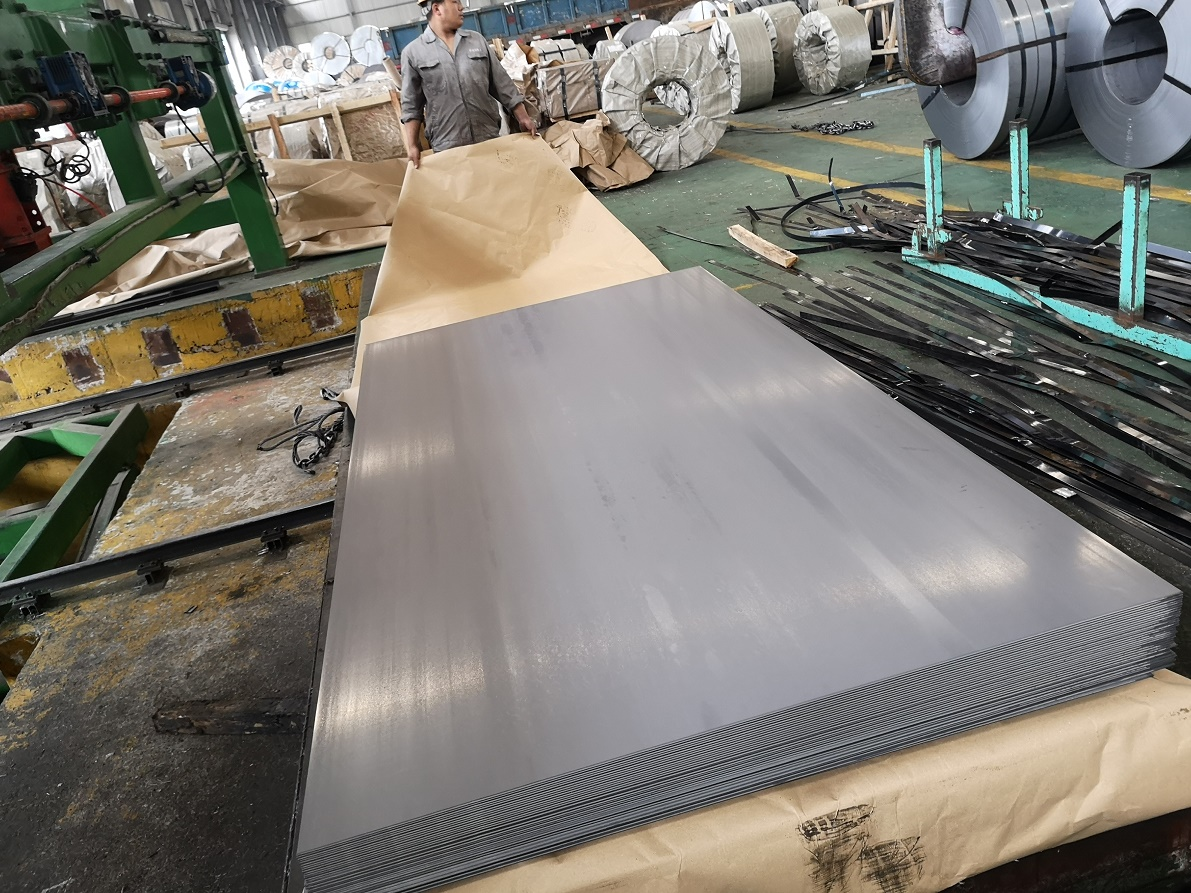
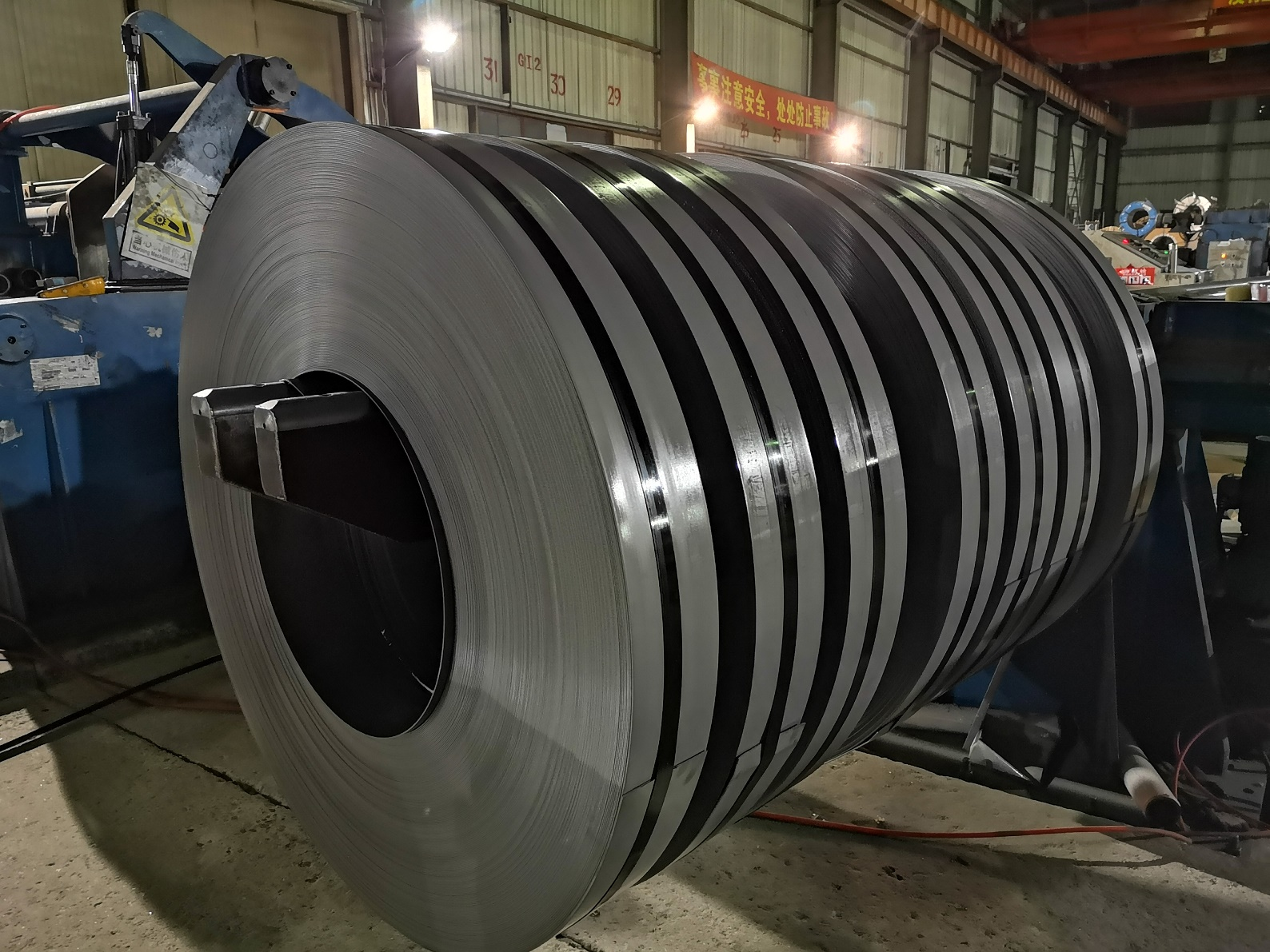
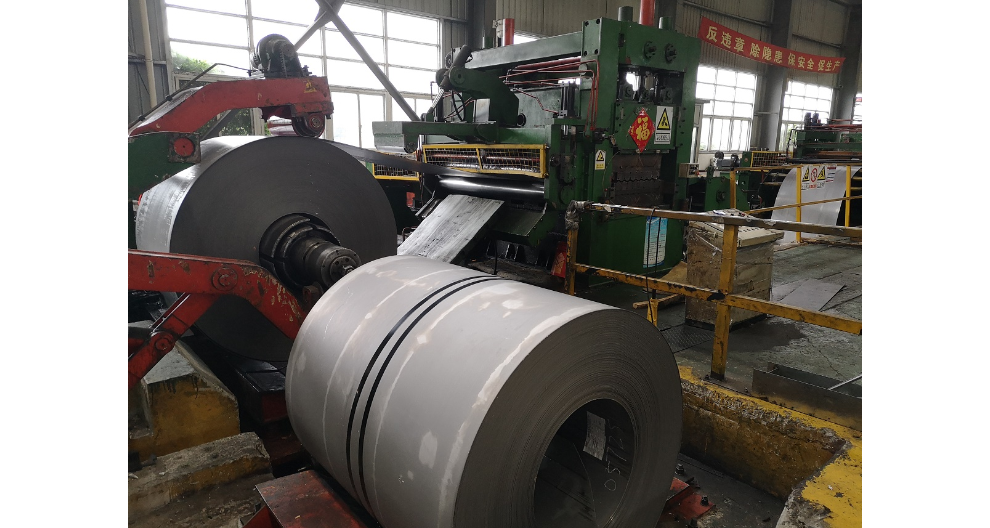

产品描述
酸洗操作注意事项: 1.酸洗过程必须连续地进行。酸洗除锈过程及前后各工序必须连续地进行,中途不应停顿,否则会影响除锈质量和效果。 2.定期清理酸洗池中污泥。随着除锈过程的进行,酸洗池将逐步沉积污泥,淤塞加热管和其他控制装置,应定期清理。 3.除锈剂的使用。目前大多数企业都已使用酸洗除锈剂,但很多除锈剂的效果不能令人满意。LP除锈剂是目前较理想的热镀锌除锈剂,无论是抑雾,苏州酸洗车轮钢厂家推荐,苏州酸洗车轮钢厂家推荐、缓蚀、还是延长酸洗液的使用时间,都能达到显着的效果。 4.控制温度。温度应按工艺规范要求控制。提高温度可以加快酸洗速度,但对工件和设备的腐蚀性也增加了。这就需要进行抑雾处理,苏州酸洗车轮钢厂家推荐。除锈剂的抑雾效果可达90%以上。比一般除锈剂的抑雾效果好得多。酸洗除锈、除氧化皮的方法是工业领域应用为广的方法。苏州酸洗车轮钢厂家推荐
酸洗处理对轴承的作用是什么? 轴承零件在加工过程中经常会利用酸洗清洁金属表面,以达到其加工目的,例如:铁保持架、不锈钢保持架、铜保持架的酸洗去表面氧化皮、毛刺,某些保持架磷化前的酸洗及电镀前的酸洗等等。 轴承零件的材料本身以及加工过程的质量对轴承的使用寿命和性能具有重大的影响。根据轴承的类型和用途,轴承零件的材料常选用一般轴承钢和特殊钢材(如:高温轴承钢、不锈钢、渗碳钢等)两大类。 酸洗在轴承生产中的应用是普遍而又重要的。针对不同的应用目的、加工要求及不同的原材料,选用正确的酸洗技术,使用合适的酸洗工艺(包括酸液的选择、缓蚀剂的选择、工艺步骤的选择、酸洗时间的选择等),由有资质经验的酸洗工作人员进行操作及检验,可以保证较终轴承产品的质量。苏州酸洗车轮钢厂家推荐为什么金属物件需要进行酸洗?
目前,世界上采用的钢材钢酸洗方法主要有三种:即单件钢材酸洗法(钢板酸洗法、单卷酸洗法、单捆线材酸洗法)、连续酸洗法和半连续酸洗法。 单件酸洗法是一种较原始、较简单的酸洗方法,其特点是不需开卷,将整卷线材或松卷后的带钢钢卷进行酸洗,然后再吊放到水池中冲洗。由于酸洗质量差,生产效率低,尤其对环境的污染很大,目前被大力淘汰。 连续式酸洗是一种高产方式,发展较快的酸洗方法,它是通过在机组上设置焊机和活套装置,使工艺段在换卷时不停机,保证机组连续运行,但机组长,设备复杂,投资较高。连续式酸洗线主要有两种形式,分别是连续卧式酸洗机组和连续塔式酸洗机组。 半连续式酸洗是相对于单件式和连续式而言的,由于它不需设置焊机(或设置简易焊机如缝合机等)和大容量活套,因此,在换卷时要停机,这种方法较适合于产量在20~90万t/a的生产。
酸洗处理后的检验工作。其中,成品酸洗钢管的检验主要着重钢管的内外表面的氧化皮清洁度,特别是内孔的清洁度,采用纱布拉过式进行检验,抽检量应不少于10%。其次是检验钢管表面的酸印迹和钢管色泽情况,检验不合格应重新酸洗;而去油钢管的表面应无明显油污,特别要注意钢管两端应无残留酸液流出。去油钢管应在去油槽里进行,表面油污和润滑石灰脱落后须在水槽中浸泡10分钟后再冲洗,内孔应逐支冲洗;已轧制成品的去油钢管应在水槽中浸泡一段时间,确定钢管完全冷却后,将钢管放入酸槽半分钟后再放入水槽并逐支冲洗。酸洗时常是和钝化联系在一起,一般需要酸洗的不锈钢一定要钝化。
正常酸洗技术的流程实际上分为酸清理垢,中和、钝化处理和废水处理。酸清理垢:一般采用盐酸、硫酸、硝酸等强酸加缓蚀剂和一些清洗剂来进行清洗。这一步是大多数人都知道的笼统过程。但是可能你不知道的细节,往往是不能将酸洗成本和中性清洗成本做出圆满对比的原因。在酸洗全流程里,除了上述的笼统过程,还有具体的中和、钝化处理和废水处理步骤,这往往在谈业务时被人们忽视掉了。中和、钝化属于后处理阶段,分为中和阶段与钝化阶段。中和处理是使用碱来中和处理废液酸,低压锅炉一般采用是氢氧化钠和碳酸钠来中和,中压锅炉采用氨水进行处理。钝化处理是采用钝化剂对清洗过的设备处理。使设备表面形成钝化膜,防止金属活化和水中的溶解氧,二氧化硫还有氯离子发生反应,进而发生化学腐蚀,损伤金属,使金属的抗拉和抗压强度降低,降低设备使用寿命。所以中和与钝化处理非常重要。进入酸洗区域的每一个人员必须穿戴正确的化学防护服、防酸水靴、面罩、工业防酸碱手套、防毒面具等。苏州酸洗车轮钢厂家推荐
酸洗较常用的是硫酸和盐酸。苏州酸洗车轮钢厂家推荐
循环酸洗工艺流程及配方:试漏。用压力为1MPa压缩空气充入试漏。脱脂。脱脂液配方与槽式酸洗工艺中脱脂液配方相同。操作工艺要求为:液体温度40~50℃,连续循环3h。气**。用压力为0.8MPa压缩空气将脱脂液**出。水冲。用压力为0.8MPa的洁净水冲出残液。酸洗液配方为:HCl为9%~11%;缓蚀剂1%;其余为水。操作工艺要求为:常温断续循环50min。中和。中和液配方为:NH4OH稀释至pH值为9~10的溶液。操作工艺要求为:常温连续循环25min。钝化。钝化液10%~14%;其余为水。操作工艺要求为:常温断续循环30min。水冲。用压力为0.8MPa,温度为60℃的净化水连续冲洗10min。干燥。用过热蒸汽吹干。涂油。用液压泵注入液压油。酸洗按酸的种类分:硫酸酸洗、盐酸酸洗、硝酸酸洗、氢氟酸酸洗。苏州酸洗车轮钢厂家推荐
友情链接