- 上海羿燊实业有限公司
- 13761729117
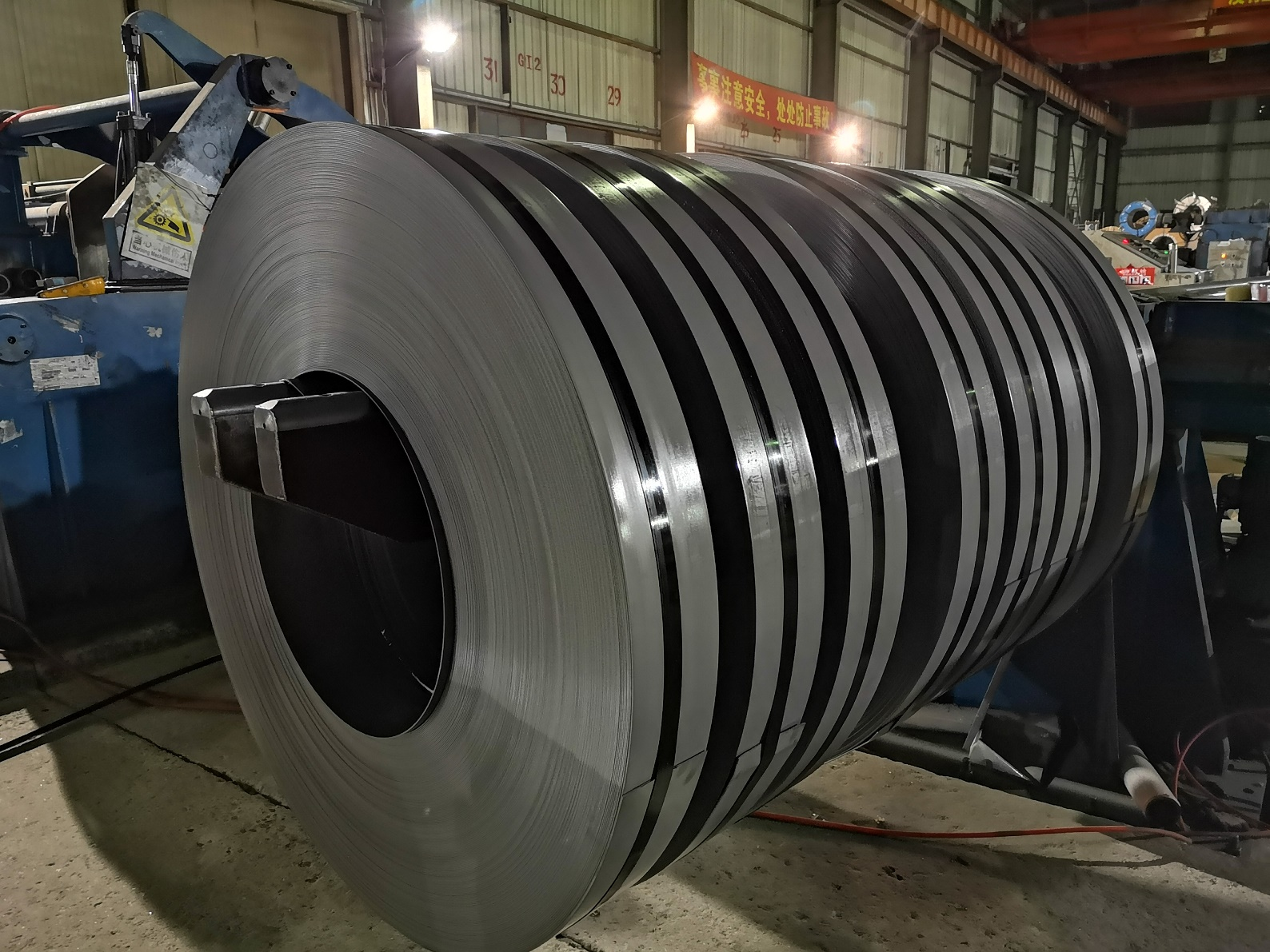



产品描述
在冷轧带钢生产中的酸洗工序,有时因酸洗条件不理想,操作不当或某些设备不良,可能会造成各种酸洗缺陷,归结起来,大致有以下几种: 1.氢脆带钢表面呈现外观为条状的小鼓泡,鼓泡破裂后呈黑色细小裂缝,没有破裂的经轧制后便破裂或裂缝延伸、扩大。并且是无规律的,它直接影响带钢的韧性和塑性。产生原因:带钢吸收酸洗过程中所析出的氢。解决方法:严格按酸洗工艺制度进行酸洗,采用缓蚀剂,酸洗后,采用烘干或将带钢置于空气或清水中若干时间。 2.黑斑带钢表面呈现形状不同的黑色或成片的黑印。产生原因:带钢局部有油污点,大片锈痕或水迹,经过热处理后局部氧化,在酸洗时,未予除净而残留在带钢表面上。解决方法:重新酸洗。 3.划伤带钢表面呈连续或断续的长条状且有一定深度的划痕。带钢划伤后经轧制,安徽酸洗钢带企业,会在表面留下划痕,如果划伤深度**过带钢厚度允许偏差一半时,一般轧制后也不能消除。产生原因:带钢在运动或卷取等过程中,与带有尖角的异物或机械作用所致。解决方法,加强责任制,认真按工艺制度和操作规程工作,维护好设备,避免有棱有角的物体与带钢接触,安徽酸洗钢带企业。不锈钢外表清洗、酸洗,安徽酸洗钢带企业,可较大限度提高耐蚀性,还有避免产品污染与获得漂亮的作用。安徽酸洗钢带企业
废液中和环保排放:对于酸洗钝化废液的处理,应达到国家环保排放要求,如对含氟废液可加入石灰乳或氯化钙处理,对于含铬废液,可加硫酸亚铁还原处理等。 不锈钢酸洗钝化普遍用于化工、制药、造纸、食品、航空、核工业、建筑等不锈钢设备、压力容器、工程构件的表面处理。 不锈钢在加工过程中会出现黑色的氧化皮,为了提高不锈钢的外观和耐蚀性,加工后的不锈钢必须进行酸洗钝化处理。去除焊接、高温加工处理后产生的氧化皮,使之银亮有光,并使处理后的表面形成一层以铬为主要物质的氧化膜,不会再产生二次氧蚀,达到钝化目的,从而提高不锈钢制品的表面防腐质量,延长设备使用寿命。安徽酸洗钢带企业酸洗必须根据钢材的材质选用不同的介质。
酸洗有好几个阶段,酸洗、清洗、漂洗,后期还有干燥。如果有某种因素的影响,比如有地方有堵塞,这时候酸液残留,相当于酸跟金属直接接触,进一步腐蚀,所以产生锈蚀了。另一个原因是酸液不能完全的的冲洗干净,多少都有点残留,如果后面没吹干,酸洗完之后包装起来,温度比较高的话,里面有些热气没有完全散发出来,有酸液残留,热气闷在里面,有锈蚀,就是所谓的黄斑。或者没完全干燥就包装起来,把潮气封在里面了,也产生锈蚀。还有些外界因素的影响,比如海水侵蚀、潮气进入,都容易产生重新的锈蚀。
现阶段采用的酸洗工艺除去不锈钢表面厚氧化皮,使用温度高,酸洗时间长,导致加工成本居高不下;而常温除氧化皮工艺对除去薄氧化皮效果好,对厚氧化皮效果不理想,特别是焊接处黑渣基本上除不掉 。针对这种情况,在总结不锈钢前处理成功经验的基础上,采用两步酸洗综合处理技术,研究成功了不锈钢常温快速酸洗工艺。该工艺常温下能快速去除不锈钢表面厚氧化皮,特别是对焊接处黑皮及夹杂物去除效果好,酸洗处理后表面洁净光亮,不易失光褪色,不泛黄。酸洗在轴承生产中的应用是普遍而又重要的。
酸洗工艺的酸洗液一般为多种酸的混合物,主要有硫酸、硝酸和氢氟酸等,这些混合酸的腐蚀性很强,同时具有很强的氧化性、较高的腐蚀介质的温度,这对防腐材料的耐蚀性能提出了很高的要求。不锈钢酸洗生产线工艺从生产到废水废气回收系统,各个环节都存在很强的腐蚀状态,因此防腐材料选择的好坏直接关系到设备、车间地坪、地沟、废水废气的环保回收系统等处的正常使用。如何对酸洗项目防腐进行选材呢?首先是玻璃钢管道和贮罐的结构及原材料选择,其次是车间地坪、设备基础防腐蚀一般采用树脂砂浆地坪结构。玻璃钢管道和贮罐的结构及原材料选择。酸洗项目中所用的贮罐和管路系统及酸雾回收系统现在基本选用玻璃钢材质,结构为防渗层+防腐层+结构强度层。一般情况下防渗层和防腐层至少厚6~8毫米。硫酸常在酸洗用量较大的金属材料酸浸除锈过程中作清洗主剂和在锅炉污垢中钙化合物含量低的情况用酸洗锅炉。安徽酸洗钢带企业
连续式酸洗线主要有两种形式,分别是连续卧式酸洗机组和连续塔式酸洗机组。安徽酸洗钢带企业
一般酸洗采用盐酸进行清洗,成品盐酸的价格在每吨1000多块,而副厂盐酸(通常所指的废酸)的价格只有盐酸的1/4。酸洗本来是不允许使用副品盐酸的,但是现在很多酸洗公司却在原料上投机取巧采用副品盐酸进行清洗,为他们“节约”了不少原料费。但是使用副品盐酸做为清洗原料对设备的危害是较大的,副品盐酸是来自于工业合成副产盐酸,所以副品盐酸中有很多的杂质,比如含有很多对设备损伤严重的高价金属。所以酸洗采用副品盐酸会降低酸洗费用,但是后期却会对设备产生很多危害,严重减少设备的使用寿命与工作效能。安徽酸洗钢带企业
友情链接