- 上海羿燊实业有限公司
- 13761729117
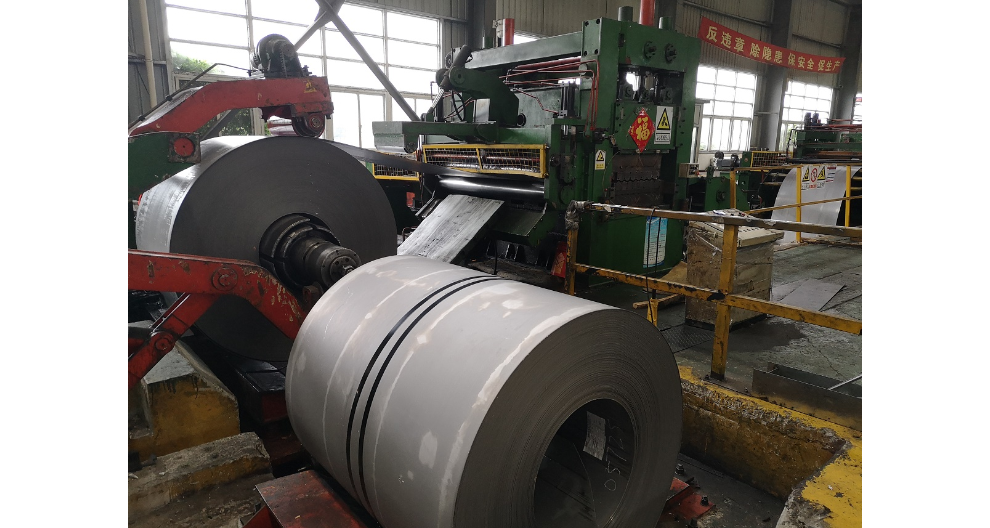



产品描述
现阶段采用的酸洗工艺除去不锈钢表面厚氧化皮,使用温度高,酸洗时间长,导致加工成本居高不下;而常温除氧化皮工艺对除去薄氧化皮效果好,对厚氧化皮效果不理想,特别是焊接处黑渣基本上除不掉 。针对这种情况,笔者在总结不锈钢前处理成功经验的基础上,采用两步酸洗综合处理技术,研究成功了不锈钢常温快速酸洗工艺,合肥热轧酸洗卷设备,合肥热轧酸洗卷设备。该工艺常温下能快速去除不锈钢表面厚氧化皮,特别是对焊接处黑皮及夹杂物去除效果好,合肥热轧酸洗卷设备,酸洗处理后表面洁净光亮,不易失光褪色,不泛黄。 工艺流程:不锈钢件上挂→化学除油(常规碱性化学除油或表面活性剂除油) →热水洗→流水洗→一步酸洗→流水洗→第二步酸洗→流水洗→转入下道工序(如:化学着色→回收→流水洗→硬化处理→流水洗→封闭处理→流水洗→干燥→成品)酸洗原理:氧化皮、铁锈等铁的氧化物与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。合肥热轧酸洗卷设备
在冷轧带钢生产中的酸洗工序,有时因酸洗条件不理想,操作不当或某些设备不良,可能会造成各种酸洗缺陷,归结起来,大致有以下几种: 1.氢脆带钢表面呈现外观为条状的小鼓泡,鼓泡破裂后呈黑色细小裂缝,没有破裂的经轧制后便破裂或裂缝延伸、扩大。并且是无规律的,它直接影响带钢的韧性和塑性。产生原因:带钢吸收酸洗过程中所析出的氢。解决方法:严格按酸洗工艺制度进行酸洗,采用缓蚀剂,酸洗后,采用烘干或将带钢置于空气或清水中若干时间。 2.黑斑带钢表面呈现形状不同的黑色或成片的黑印。产生原因:带钢局部有油污点,大片锈痕或水迹,经过热处理后局部氧化,在酸洗时,未予除净而残留在带钢表面上。解决方法:重新酸洗。 3.划伤带钢表面呈连续或断续的长条状且有一定深度的划痕。带钢划伤后经轧制,会在表面留下划痕,如果划伤深度**过带钢厚度允许偏差一半时,一般轧制后也不能消除。产生原因:带钢在运动或卷取等过程中,与带有尖角的异物或机械作用所致。解决方法,加强责任制,认真按工艺制度和操作规程工作,维护好设备,避免有棱有角的物体与带钢接触。上海酸洗结构钢费用酸洗区域及各通道要派专人监护以确保人身安全。
不锈钢酸洗的废水怎么处理? 酸洗废水常见的处理方法是化学沉淀法和石灰法的综合工艺。即:采用化学沉淀法,并采用石灰作为中和药剂对废水进行处理,这个方法的优点是通过石灰的物理及化学性能,可以更好的除去污水中的污染物,但是,这样处理过后,废水中含氟化物较高,同时还会含有硫酸盐和硫酸,经过化学沉淀法处理后,污泥量增加,重金属镍等会较大降低其品位,而导致不能回收利用,造成资源浪费。同时,含镍、铬等金属的污泥属于危险废物,不只对环境造成严重污染,且处置费用高,造成废水处理成本增加。 因此,对于不锈钢酸洗废水,应尽可能对废水进行回用,有回收价值的,尽可能回收,没有回收价值的,要加以无害化处理。酸洗就是利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。
废液中和环保排放:对于酸洗钝化废液的处理,应达到国家环保排放要求,如对含氟废液可加入石灰乳或氯化钙处理,对于含铬废液,可加硫酸亚铁还原处理等。 不锈钢酸洗钝化普遍用于化工、制药、造纸、食品、航空、核工业、建筑等不锈钢设备、压力容器、工程构件的表面处理。 不锈钢在加工过程中会出现黑色的氧化皮,为了提高不锈钢的外观和耐蚀性,加工后的不锈钢必须进行酸洗钝化处理。去除焊接、高温加工处理后产生的氧化皮,使之银亮有光,并使处理后的表面形成一层以铬为主要物质的氧化膜,不会再产生二次氧蚀,达到钝化目的,从而提高不锈钢制品的表面防腐质量,延长设备使用寿命。硫酸常在酸洗用量较大的金属材料酸浸除锈过程中作清洗主剂和在锅炉污垢中钙化合物含量低的情况用酸洗锅炉。
硫酸常在酸洗用量较大的金属材料酸浸除锈过程中作清洗主剂和在锅炉污垢中钙化合物含量很低的情况下用于酸洗锅炉。由于硫酸浓度高,密度大,所以在等物质的量清洗条件下,洗一台锅炉所用工业硫酸的体积为盐酸的 1/4,而且浓硫酸对钢铁几乎不腐蚀,这给化学清洗带来了较大的方便,可以简化储存、运输和配酸的系统。用于硫酸溶液中的缓蚀剂主要有两种,一种是含氮化合物缓蚀剂,如胺、吡啶以及吡啶碱和醌、甲基吡啶、吡啶碘化合物和吡啶卤化物;另一种是含硫化合物的缓蚀剂,如硫脲以及硫脲衍生物等。后者对碳钢在硫酸中的缓蚀效率更高。酸洗槽普遍应用于冶金、电镀等工业酸洗行业。合肥热轧酸洗卷设备
酸洗液配方为:HCl为9%~11%;缓蚀剂1%;其余为水。合肥热轧酸洗卷设备
酸洗是石英砂提纯必不可少的重要环节,其主要作用是去除一些溶于酸的金属氧化物和部分硅酸盐矿物。 酸洗工艺分静态酸洗和动态酸洗两种方法: 静态酸洗是将石英砂放入耐酸的塑料容器内,用HCl、HNO3、HF组成的混合液浸泡,根据气候条件确定浸泡时间,也需要5~7d; 动态酸洗是将石英砂放入动态耐酸反应釜内,加入HCl、HNO3、HF的三酸配比后的饱和液中进行酸洗,每吨石英砂需600~800kg混合酸液,反应釜经过55~60℃的加热,双锥反应釜自转运动时石英砂在反应釜内动态翻滚,以达到酸化均匀的目的。 将双锥反应釜中内壁材料为聚四氟乙烯材料,此材料不但耐各种强酸,而且使用温度可高达120℃,这有利于提高石英砂在酸洗过程中的温度,使石英砂的晶格体系完全处于开口状态,有利于酸洗过程中酸液浸入石英晶格体系内部,将内部的杂质相溶解,提高酸洗后石英砂的纯度。合肥热轧酸洗卷设备